Существует множество факторов, влияющих на точность резкистанок для лазерной резки труб. В частности, существуют следующие основные причины.
Форма лазерного луча
Луч лазера имеет коническую форму, поэтому вырезанная щель также имеет коническую форму, в этом случае толщина резки нержавеющей стали 0,6 мм будет меньше, чем толщина щели 3 мм.Таким образом, форма скорости лазерного излучения будет основным фактором, влияющим на точность резки станка для лазерной резки металлических труб.В условиях использования конусообразного лазера со скоростью света, чем больше толщина заготовки, тем ниже будет точность.
Размер пятна лазерного луча
Размер пятна также является одним из факторов, влияющих на точность резки станка для лазерной резки труб.Когда конусообразный лазер фокусируется вместе, пятно будет становиться все меньше и меньше, тем выше точность лазерной резки.Наименьшее пятно может составлять до 0,01 мм, что позволяет сократить крошечный зазор для резки, обеспечивая точность обработки.
Различные материалы трубы
Различные материалы точность резки станков для лазерной резки труб также меньше отличается, даже у одного и того же материала, если состав материала отличается, точность резки также будет отличаться. Следовательно, материал заготовки для лазерной резки труб также оказывает определенное влияние на точность резки. Например, при тех же обстоятельствах нержавеющая сталь имеет более высокую точность резки и более гладкую режущую поверхность, чем алюминий.
Вообще говоря, разные трубы, подлежащие резке, имеют разные физические и химические свойства. Что касается физических свойств, то разрезаемые трубы различаются по твердости, температурам плавления и кипения, а также по тому, легко ли их расплавлять. С точки зрения химических свойств, таких как воспламеняемость, стабильность, окисление и свойства, поддерживающие горение, разрезаемых труб, также существуют значительные различия. Это приводит к тому, что различные трубы, подлежащие резке, различаются с точки зрения размера патрона, типа и давления вспомогательного газа. И требования, такие как мощность лазерной резки, различны.
В обычных условиях, чем больше толщина разрезаемой трубы, тем выше требуемая мощность лазерной резки.При резке труб из специальных материалов, таких как алюминиевые трубы, медные трубы, трубы из нержавеющей стали и даже трубы из материалов с превосходной стойкостью к окислению, а также труб особой формы, таких как трубы специальной формы, Н-образная сталь, швеллерная сталь и угловая сталь, к мощности лазера, выбору типа вспомогательного газа и производительности самого патрона также предъявляются разные требования.
При резке и обработке удлиненных и утяжеленных трубных фитингов, помимо учета мощности лазера и вспомогательного газа, необходимо учитывать выбор вспомогательных компонентов для обеспечения точности всего процесса резки.
Толщина заготовки
Чем больше толщина заготовки, тем ниже точность и больше прорезь.Поскольку лазерный луч имеет коническую форму, режущая щель также имеет коническую форму.Например, зазор при резке материала толщиной 0,3 мм намного меньше, чем у материала толщиной 2 мм.
Выбор системы резки
Для того чтобы оборудование в полной мере выполняло свою роль, необходима соответствующая программная поддержка, например, превосходная система резки труб. Наиболее популярными системами резки труб на рынке в настоящее время являются системы резки, независимо разработанные фирмами FS, Siemens, Beckhoff или другими компаниями.
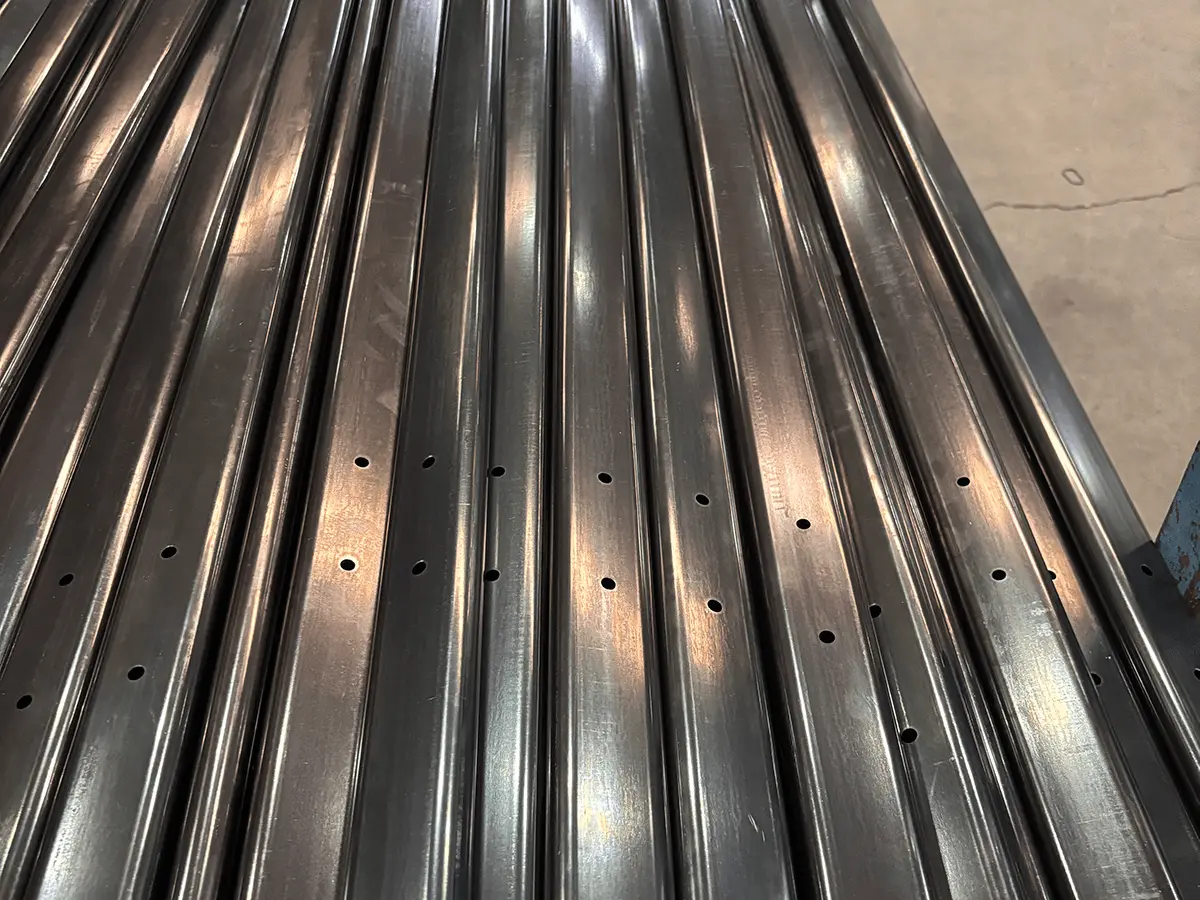
Различные системы поддерживают различные методы резки, формы труб и количество патронов.Например, система FSCUT поддерживает смещение ошибки центра трубы при производстве для повышения точности резки сквозных отверстий.Отличное программное обеспечение для резки труб является одним из необходимых факторов для достижения высокой точности.
Выбор вспомогательного газа
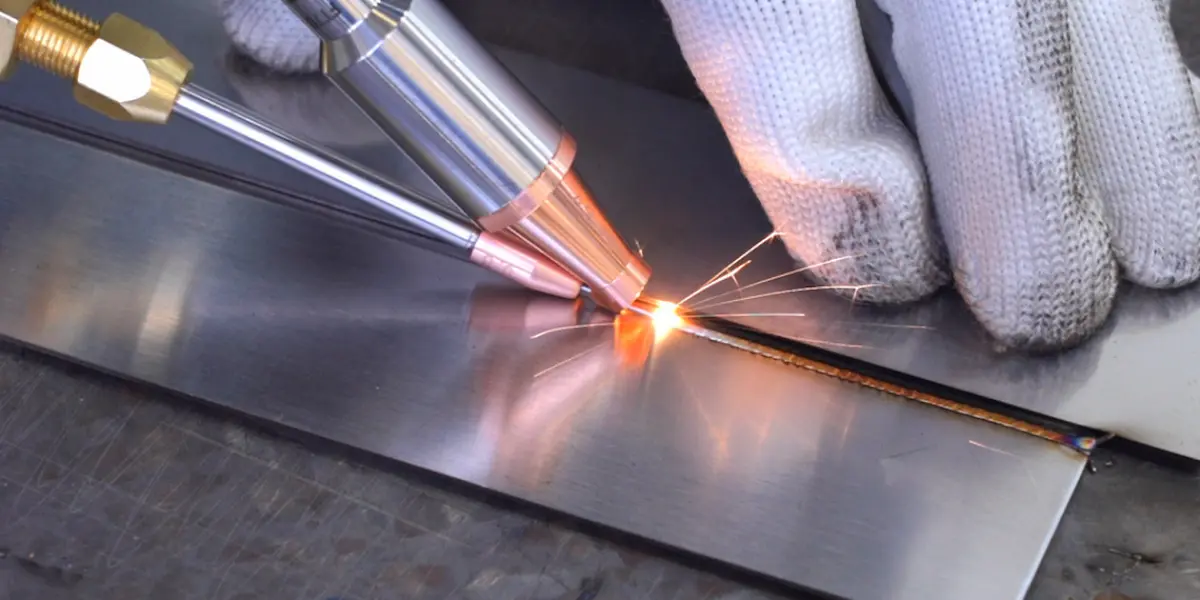
Во время работы станка для лазерной резки световое пятно, образованное при фокусировке лазерного луча через линзу, попадает на поверхность разрезаемого материала, вызывая повышение температуры за очень короткое время, тем самым достигая точки плавления или кипения разрезаемого материала.
В процессе резки поверхность разрезаемого материала может в определенной степени отражать лазерный луч.Во время резки можно выдувать вспомогательный газ, чтобы увеличить поглощение лазера поверхностью разрезаемого материала и повысить эффективность резки. В качестве вспомогательных газов обычно используются кислород, азот, сжатый воздух и другие инертные газы. Кислород обычно используется в качестве вспомогательного газа, поскольку кислород способствует реакции окисления на поверхности разрезаемой трубы, тем самым повышая эффективность резки.
Когда мощность лазерной резки и скорость резки постоянны, чем выше давление кислорода, тем крупнее режущий шов, а полосы сечения резки будут толще и крупнее; когда давление кислорода снижается, режущий шов становится тоньше, а полосы сечения резки тонкими и гладкими, но когда давление падает до определенного значения, эффект резки на одной стороне трубы будет значительным, но в то же время появится шлак. Шлак, попадающий на противоположную сторону, влияет на точность резки в целом, и иногда даже бывает трудно отрезать отрезанную трубу.
При резке труб большой толщины, труб специальной формы или труб из специальных материалов в качестве вспомогательных газов необходимо использовать азот и другие инертные газы.В сочетании с металлом и физическими свойствами разрезаемой трубы сжатый воздух может быть выбран в качестве вспомогательного газа, чтобы контролировать затраты, не влияя на общую эффективность резки.
Краткое описание
В целом факторы, влияющие на точность резки труб, сложны. Поэтому покупателям следует выбирать производителей станков для лазерной резки труб, обладающих надежным качеством и большим опытом, и активно выражать свои потребности и предоставлять подробную информацию в процессе закупки. Стабильность точности резки может быть обеспечена только при выборе хорошего оборудования.